欢迎来到马鞍山市华科实业有限公司网站!

 13955550860
13955550860






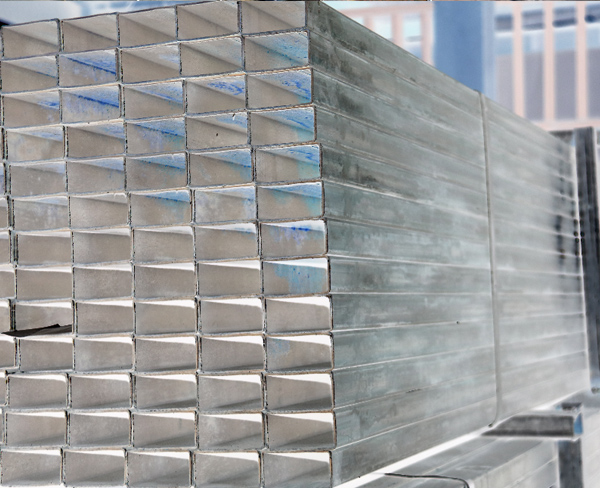
304不锈钢焊管表面光亮无油污,具有耐腐蚀、耐高温的特性,所以受到各个行业的青睐。你知道钝化膜的存在对304不锈钢焊管有什么意义吗?它又起着怎样的作用呢?
不锈钢钝化膜就是不锈钢表面形成一层富铬氧化膜,顾名思义这层氧化膜就与铬元素有关,不锈钢生不生锈主要是依靠这层氧化膜。就像我们常说的铬含量高且稳定时不锈钢就越不易生锈,但是当不锈钢管表面被划伤后便破坏了这层氧化膜,被划伤处开始生锈。
我们常说的氯原子就容易引起304不锈钢焊管生锈就是由于对钝化膜有害。不锈钢管表面越光滑,其他异物就越容易附着,后期也是比较容易生锈的,这也是为什么很多304不锈钢焊管生产厂家对抛光要求很严格。不锈钢钝化膜的稳定性与环境有关,所以用到不锈钢时需要根据环境介质的不同选用不同材质的不锈钢管。



螺旋焊管也叫部标螺旋焊管,一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。该种标准的钢管出厂前要对管体进行水压试验,以防止管体在应用的过程中漏水。只要测试合格才可以出厂。主要应用于市政工程的供排水工程及建筑钢结构用管。屈服强度对某些屈服现象不明显的金属材料,测定屈服点比较困难,常把产生0.2%长久变形的应力定为屈服点,称为屈服强度或条件屈服极限。


不锈钢焊管焊接需要注意很多问题,包括乳化油和油污等对管材表面的影响,不锈钢焊管表面光亮无油污、延展性好且应用广泛。所以就需要在焊接时特别注意。
1、采用垂直外特征的电源,直流时采用正极性(焊丝接负极)。
2、一般适合于6mm以下薄壁钢管的焊接,具有焊缝成型好,焊接变量小的特点。
3、庇护气体为气,纯度为99.99%。当焊接电流为50-50A时,气流量为8-0L/min,当电流为50-250A时,气流量为2-5L/min。
4、钨极从气体喷嘴凸起的长度,以4-5mm为佳,在角焊等掩蔽性差的处所是2~3mm,在开槽深的处所是5~6mm,喷嘴至工作的距离一般不跨越5mm。
不锈钢焊管
5、为防止焊接气孔之呈现,焊接部位若有铁锈、油污等务必清理清洁。
6、焊接电弧长度,焊接通俗钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则庇护结果欠好。
7、 对接打底时,为防止底层焊道的后背被氧化,后背也需要实施气体庇护。
8、 为使气很好地庇护焊接熔池,和便于施焊操作,钨极中间线与焊接处工件一般应连结80~85°角,填充焊丝与工件概况夹角应尽可能地小,一般为0°摆布。
9、防风与换气。有风的处所,务请采纳挡网的办法,而在室内则应采纳恰当的换气办法。


扫一扫手机网站










 在线客服
在线客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com